Chemical Compositions
Wire GradeDiameterrange(mm)Chemical Compositions
CSiMnPSCrVCo
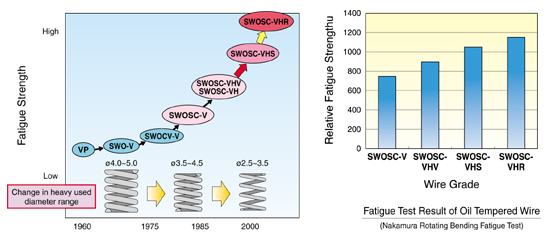
SWOSC-V
0.8-8.0
0.51-0.59
1.20-1.60
0.50-0.80
-0.025
-0.025
0.50-0.80
-
-
SWOSC-VH
2.0-6.5
0.63-0.68
1.30-1.60
0.60-0.80
-0.025
-0.025
0.50-0.80
-
-
SWOSC-VHV
2.0-6.5
0.63-0.68
1.20-1.60
0.50-0.80
-0.025
-0.025
0.50-0.80
0.10-0.20
-
SWOSC-VHS
2.0-6.5
0.63-0.68
1.80-2.20
0.70-0.90
-0.025
-0.025
0.50-0.80
0.05-0.15
-
SWOSC-VHR
2.0-5.0
0.63-0.68
2.10-2.30
0.50-0.70
-0.025
-0.025
1.10-1.30
0.10-0.20
0.10-0....